佛山市南海锐利丰机械厂
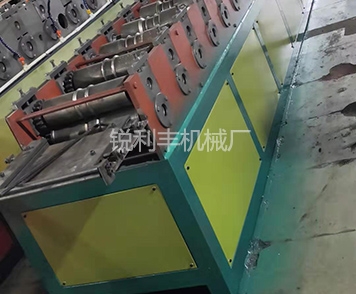
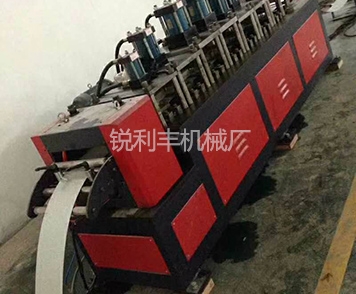
专业设计制造C型钢成型机/U型钢设备
全国咨询热线

联系人:李经理
电话:15918182351(微信同步)
邮箱:985859706@qq.com
网址:www.gdruilifeng.com
地址:佛山市南海区狮山镇罗村沙坑村雄星工业区自编2号厂房(锐利丰机械厂)
网址:www.gdruilifeng.com



门框成型机设备的施工要求:根据甲方提供的平面图位置放线。各构件安装位置应符合设计要求,现场焊接部件应正确,无假焊、漏焊。应符合GB5782规定;螺栓必须按设计要求的规定,位置安装正确并垫好垫圈,不得少装、漏装。构件间的连接螺栓必须要拧紧。经现场焊接及运输途中底漆剥落处应重刷防锈漆一层;构件明露部位刷面漆两层,油漆不得有漏刷、脱皮、挂漆及返锈现象。
安排板图将夹芯彩钢板、墙面第一块必须校正,山墙转角处及阳角处用角铝封口,板与板之间连接采用工字铝连接,各墙须垂直,嵌缝深度一致,整齐清洁,墙面应清洁,颜色一致,板缝齐整,铆钉采用Ф5×13@300,打钉面上下要一致,不得有错落,必要部位采用自攻螺栓。按设计图纸标明门窗位置,用切割机割出门窗洞位置,按照门窗洞位置安装窗门,窗为塑钢窗,门为割下的夹芯彩钢门,进行底层的吊顶,吊顶材料为PVC扣板。
门窗位置安装正确并用螺栓紧固,门窗位置安装应开启灵活而无阻滞现象,玻璃不应有麻面和裂缝,玻璃洁净,附件安装牢固。楼板铺设应设座灰,板间有裂缝不准安装使用,水泥或细石砼表面应密实压光,不允许有裂缝、脱皮和起砂等缺陷。所有构件堆放中运输均应轻装轻放,严禁磕碰,不得堆压和有腐蚀性物品同时堆放。